- 溶接姿勢ってなに?種類は何個あるの?
- 下向・横向・立向・上向の違いは?
- JISでの記号(F・H・V・O)の読み方は?
- どの姿勢が一番難しい?
- 現場ではどうやって姿勢を選ぶの?
- 施工管理として何を見ればいい?
上記の様な悩みを解決します。
溶接姿勢は、溶接の品質を大きく左右する「母材と溶接線がどんな向きで配置されているか」の区分。同じ熟練度の溶接工でも、下向と上向では完成度が大きく違うくらい、姿勢によって難易度が変わります。施工管理として「下向で済ませられる納まりか、立向や上向にせざるを得ない納まりか」を意識できると、現場の品質リスクを事前に読めるようになりますね。
なるべく分かりやすい表現で記事をまとめていくので、初心者の方にも理解しやすい内容になっているかなと思います。
それではいってみましょう!

溶接姿勢とは?
溶接姿勢とは、結論「溶接時の母材と溶接線の傾き、それに対する溶接トーチ・電極の向きの組み合わせを示す区分」のことです。
英語では Welding Position。JIS Z 3001(溶接用語)で正式に区分が定められており、4つの基本姿勢(下向・横向・立向・上向)に分類されます。
ざっくりイメージすると
机の上で溶接する場合と、頭上に向かって溶接する場合では、溶けた溶接金属が重力でどう落ちるか、溶接トーチをどの角度で構えるか、溶接工がどんな体勢で作業するか、がまるで違います。溶接姿勢は「溶けた金属が垂れ落ちないように、どう工夫するか」を整理した分類、と捉えると分かりやすい。
なぜ建築で重要か
建築鉄骨では、工場溶接が母材を回転治具で動かせるのでほぼすべて下向(最も簡単)で済ませられるのに対し、現場溶接は母材を回転できないので立向・横向・上向もやらざるを得ない、という違いがあります。現場溶接は工場溶接より姿勢的に難しいので品質リスクが高い。これが「できるだけ工場溶接で済ませる」という設計思想の根本理由です。
施工管理としては、現場溶接の姿勢を事前に把握して、溶接工のレベル・天候条件・足場確保などを段取りする必要があります。
溶接姿勢の4種類(下向・横向・立向・上向)
JIS区分の基本姿勢は4種類。それぞれの特徴を整理します。
①下向姿勢(F:Flat Position)
| 項目 | 内容 |
|---|---|
| JIS記号 | F(Flat) |
| 母材の向き | 水平(机の上) |
| 溶接線の向き | 水平 |
| トーチの向き | 上から下へ向ける |
| 難易度 | ★★(最も簡単) |
| 品質安定性 | 最高 |
「机の上に置いた板を上から溶接する」最もシンプルな姿勢。溶けた金属は素直に下に落ちて溶接金属になるので、欠陥が出にくい。工場溶接の主流で、可能なら現場でもこの姿勢にしたい。
②横向姿勢(H:Horizontal Position)
| 項目 | 内容 |
|---|---|
| JIS記号 | H(Horizontal) |
| 母材の向き | 垂直(縦) |
| 溶接線の向き | 水平(横方向) |
| トーチの向き | 真横から |
| 難易度 | ★★★ |
| 品質安定性 | 中程度 |
「壁に貼り付いた板を横方向に縫っていく」イメージ。溶けた金属が重力で垂れ下がりやすいため、トーチの角度・運棒の速さで工夫する必要があります。
③立向姿勢(V:Vertical Position)
| 項目 | 内容 |
|---|---|
| JIS記号 | V(Vertical) |
| 母材の向き | 垂直(縦) |
| 溶接線の向き | 垂直(縦方向) |
| トーチの向き | 横から |
| 難易度 | ★★★★ |
| 品質安定性 | やや低い |
| 種類 | 上進・下進の2方向 |
立向はさらに上進(下から上へ)と下進(上から下へ)に分かれます。立向上進は溶融金属が下に垂れにくく品質が安定、立向下進は作業速度が速いが品質が落ちやすい、という違いがあります。建築鉄骨では立向上進が標準。
④上向姿勢(O:Overhead Position / OH)
| 項目 | 内容 |
|---|---|
| JIS記号 | O または OH(Overhead) |
| 母材の向き | 水平(天井) |
| 溶接線の向き | 水平 |
| トーチの向き | 下から上へ向ける |
| 難易度 | ★★★★★(最高難度) |
| 品質安定性 | 低い |
「天井を見上げて溶接する」最も難しい姿勢。溶けた金属は重力で頭上から落ちるので、ヤケドリスクも高い。建築では柱の柱脚部のスチフナー溶接など、どうしても上向にならざるを得ない部位だけで採用。
溶接姿勢のJIS区分と表記方法
JIS Z 3001での溶接姿勢の表記は、1文字または2文字の記号を使います。
①基本姿勢の記号一覧
| 記号 | 姿勢 | 英語 |
|---|---|---|
| F | 下向 | Flat |
| H | 横向 | Horizontal |
| V | 立向(上進) | Vertical |
| Vd | 立向下進 | Vertical down |
| O / OH | 上向 | Overhead |
②さらに詳細な区分(JIS Z 3801)
実は溶接技能者試験では、配管溶接・板溶接の区別も含めてもっと細かく分類されます。
| 記号 | 姿勢 | 用途 |
|---|---|---|
| 1F | 下向板状すみ肉 | 板の隅肉溶接 |
| 2F | 横向板状すみ肉 | 立った板に水平すみ肉 |
| 3F | 立向板状すみ肉 | 縦方向すみ肉 |
| 4F | 上向板状すみ肉 | 天井すみ肉 |
| 1G | 下向板突合せ | 突合せ溶接の基本 |
| 2G | 横向板突合せ | 立った板の横方向突合せ |
| 3G | 立向板突合せ | 縦方向突合せ |
| 4G | 上向板突合せ | 天井方向突合せ |
FはFillet(隅肉)、GはGroove(開先)の意味ですね。
③配管姿勢の特殊区分
| 記号 | 姿勢 | 用途 |
|---|---|---|
| 1G | 配管回転下向 | 配管を回しながら下向で溶接 |
| 2G | 配管固定水平 | 配管を水平に固定(横向相当) |
| 5G | 配管固定水平 全姿勢 | 配管を回さず全姿勢で1周 |
| 6G | 45度傾斜固定 | 最難度、技能試験の頂点 |
6G(45度傾斜固定)は配管溶接の最高難度として知られます。技能オリンピックなどでも採用される姿勢で、全姿勢を1周で経験する必要がある過酷な試験。
④図面上の表記
施工図では溶接記号と姿勢記号を組み合わせて指示します。例えば「F・SAW」なら下向・サブマージアーク溶接、「3G・SMAW」なら立向開先・被覆アーク溶接、というかたち。
施工管理として、図面の溶接記号に姿勢が指定されている場合は、現場で本当にその姿勢で作業可能かを事前確認する必要があります。
各溶接姿勢の難易度と品質リスク
姿勢ごとの難易度・出やすい欠陥を整理しておきます。
①難易度ランキング
| 順位 | 姿勢 | 難易度の理由 |
|---|---|---|
| 1位(最難) | 上向(O・4G・4F) | 溶融金属が落ちる、ヤケド危険 |
| 2位 | 立向下進(Vd) | 速いが融合不良が出やすい |
| 3位 | 立向上進(V・3G・3F) | 溶融金属の制御が難しい |
| 4位 | 横向(H・2G・2F) | 垂れ下がりやすい |
| 5位(最易) | 下向(F・1G・1F) | 重力が味方 |
②姿勢別の頻出欠陥
| 姿勢 | 出やすい欠陥 |
|---|---|
| 下向 | 余盛過大、スラグ巻込み |
| 横向 | 垂れ下がり、融合不良(下板側) |
| 立向上進 | アンダーカット、オーバーラップ |
| 立向下進 | 融合不良、スラグ巻込み |
| 上向 | 融合不良、ピット、ブローホール、垂れ |
「重力に逆らう姿勢ほど、融合不良・垂れ・ピットが出やすい」のが共通の傾向。
③溶接条件への影響
姿勢が変わると作業条件が大幅に変わります。溶接電流は上向・立向では下向より下げる(溶融池が大きくならないように)、溶接速度は上向・立向では遅くなる、トーチ角度は姿勢ごとに大きく変える、ウィービング(運棒)は立向上進で頻用、というように調整します。
④資格との関連
JIS溶接技能者試験では、姿勢ごとに別資格が必要。F(下向)の資格は下向のみ、V(立向)の資格は立向+下向、O(上向)の資格はすべての姿勢、という階層構造になります。
より難しい姿勢の資格を持っていれば、易しい姿勢もカバーできる仕組み。施工管理として溶接工の資格を確認するときは、現場で必要な姿勢の資格があるかを必ずチェック。
溶接姿勢の選び方と現場の着眼点
施工管理として溶接姿勢に関わる場面で、押さえたいポイントを整理します。
①工場溶接 vs 現場溶接の姿勢の違い
| 工程 | 主要姿勢 | 理由 |
|---|---|---|
| 工場溶接 | 下向・横向 | 母材を回転治具で動かせる |
| 現場溶接 | 全姿勢混在 | 鉄骨が建ったまま動かせない |
「現場溶接は姿勢的に厳しい」ことを設計段階から意識し、できるだけ工場溶接で済むディテールを選ぶのが品質確保の基本戦略。
②柱継手の現場溶接
鉄骨柱の継手部の溶接は、典型的な全姿勢溶接。柱の前面は横向、柱の側面も横向、柱の背面は上向(足場越しに)、というふうに姿勢が変わります。
特に柱の背面・上向部は溶接工にとって過酷な姿勢。信頼できる溶接工を割り当てること、事前に裏当て金やバックチッピングで品質確保するのが定石。
③スチフナー溶接
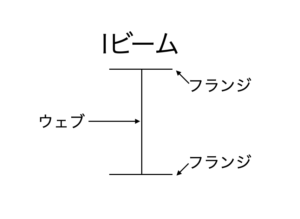
H鋼梁のウェブにスチフナー(補強板)を溶接するとき、フランジ下面側は上向、フランジ上面側は下向、ウェブ側面は横向、と3面を1部材で組み合わせる必要があり、姿勢を頻繁に切り替える作業になります。
④高所作業との組み合わせ
立向・上向溶接は身体的にきついだけでなく、足場の高さ・安全帯の使い方にも工夫が必要。4mを超える高所作業では特別教育が必要な場合もあるので、作業計画書での確認が大事。
⑤天候による品質リスク
姿勢関わらず雨天・強風時の現場溶接は品質が落ちる。特に上向溶接は雨水が溶接部に直接侵入しやすく、ピット・ブローホールの原因に。屋根養生・防風シートの設置で対策。
⑥溶接姿勢と材料の組み合わせ
| 溶接方法 | 適用姿勢 |
|---|---|
| 被覆アーク溶接(SMAW) | 全姿勢可 |
| 半自動アーク溶接(GMAW) | 下向・横向中心 |
| サブマージアーク溶接(SAW) | 下向のみ |
| TIG溶接(GTAW) | 全姿勢可 |
サブマージアーク溶接は下向限定なので、立向・上向部位には使えない。施工計画段階で部位ごとに溶接方法と姿勢を整理しておくのが施工管理の腕の見せ所。
⑦事前検査と検査記録
姿勢が厳しい部位ほど、検査の重点項目になります。目視検査は余盛・アンダーカット・垂れを見る、磁粉探傷検査(MT)は表面の割れを見る、超音波探傷検査(UT)は内部の融合不良を見る、というあたり。
現場溶接の重要部位は100%UT検査が原則。検査記録は竣工図書として永久保管。
H鋼などの鉄骨主要部材の規格は別記事も参考になります。

ボルト接合で代用するケースもあります。継手プレートの解説は別記事も参考にしてください。

溶接姿勢に関する情報まとめ
最後に、溶接姿勢の重要ポイントを整理します。
- 溶接姿勢とは:溶接時の母材と溶接線の傾き、トーチの向きの組み合わせ。JIS Z 3001で4種類に分類
- 基本4姿勢:下向(F)、横向(H)、立向(V/Vd)、上向(O)
- 難易度:上向>立向下進>立向上進>横向>下向(下向が最も易しい)
- JIS表記:1F・2F・3F・4F(隅肉)、1G・2G・3G・4G(開先)、配管は1G〜6G
- 頻出欠陥:上向・立向は融合不良、垂れ、ピット、ブローホールが出やすい
- 工場溶接 vs 現場溶接:工場はほぼ下向、現場は全姿勢混在
- 資格:難姿勢の資格は易姿勢もカバー(O持ち→F・H・V全部OK)
- 現場の着眼点:柱継手の背面、スチフナー、高所、雨天、溶接方法の制約、検査の重点
以上が溶接姿勢に関する情報のまとめです。
溶接姿勢は「溶けた金属が重力でどう落ちるか」で難易度が決まり、下向<横向<立向<上向の順で品質リスクが上がります。施工管理として現場溶接の姿勢を事前に把握して、信頼できる溶接工の手配・足場・養生・検査計画を整えるのが、品質確保の出発点。「できるだけ下向で済むディテールを選ぶ」という発想を持てるようになると、設計レビューでも一段プロらしい指摘ができますね。一通り溶接姿勢の基礎知識は理解できたと思います。
合わせて読みたい関連記事はこちら。